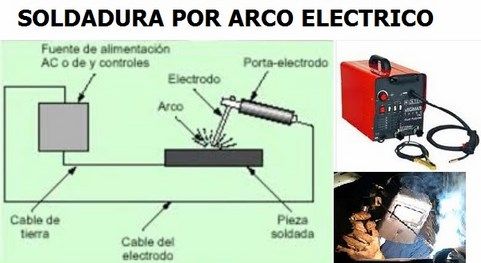
soldadura por arco electrico
La idea de
la soldadura por arco eléctrico, a
veces llamada soldadura
electrógena, fue propuesta a principios del siglo XIX por el científico
inglés Humphrey Davy, pero ya en 1885 dos
investigadores rusos consiguieron soldar con electrodos de carbono.
Cuatro años más
tarde fue patentado un proceso de soldadura con varilla metálica. Sin embargo,
este procedimiento no tomó importancia en el ámbito industrial hasta que
el sueco Oscar Kjellberg inventó,
en 1904, el electrodo recubierto. Su uso masivo comenzó alrededor de los años
1950.
Elemento
Esquema.
·
Plasma: está compuesto esto por electrones que transportan la
corriente y que van del polo negativo al positivo, de iones metálicos
que van del polo positivo al negativo, de átomos gaseosos que se van ionizando y estabilizándose
conforme pierden o ganan electrones, y de productos de la fusión tales como
vapores que ayudarán a la formación de una atmósfera protectora. Esta misma
alcanza la mayor temperatura del proceso.
·
Llama: es la zona que
envuelve al plasma y presenta menor temperatura que éste, formada por átomos
que se disocian y recombinan desprendiendo calor por la combustión del
revestimiento del electrodo. Otorga al arco eléctrico su forma cónica.
·
Baño de fusión: la acción calorífica del arco
provoca la fusión del material, donde parte de éste se mezcla con el material
de aportación del electrodo, provocando la soldadura de las piezas una vez
solidificado.
·
Cráter: surco producido por el calentamiento del
metal. Su forma y profundidad vendrán dadas por el poder de penetración del
electrodo y los valores eléctricos empleados.
·
Cordón de soldadura: está constituido por el metal
base y el material de aportación del electrodo, y se pueden diferenciar dos
partes: la escoria, compuesta por impurezas que son segregadas durante la
solidificación y que posteriormente son eliminadas, y sobre el espesor, formado
por la parte útil del material de aportación y parte del metal base, la
soldadura en sí.
·
Electrodos: son varillas metálicas
preparadas para servir como polo del circuito; en su extremo se genera el arco eléctrico. En algunos casos, sirven también como material
fundente. La varilla metálica va recubierta por una combinación de materiales
que varían de un electrodo a otro. El recubrimiento en los electrodos tiene
diversas funciones, que pueden resumirse en las siguientes:
·
Función eléctrica del recubrimiento
·
Función física de la escoria
·
Función metalúrgica del recubrimiento
·
Gases protectores: Se utilizan sólo en
algunos tipos de soldadura, como las del tipo MIG, MAG o TIG. Pueden ser
inertes, (como el argón o el helio),
o activos, (como el dioxido de carbono o
el oxígeno. El propósito de su uso es el de conseguir una unión
metálica lo más parecida al metal base y con las mejores características, ya
que es necesario que durante toda la operación de soldeo el baño de fusión esté
lo más aislado posible de la atmósfera circundante. De no ser así los gases
atmosféricos, podrían ser absorbidos por el metal en estado de fusión, o
reaccionar con él, dejando una soldadura porosa y frágil.
Funciones de los
recubrimientos
Función eléctrica del recubrimiento
La estabilidad del
arco para la soldadura depende de una amplia serie de factores, como es la
ionización del aire para que fluya adecuadamente la electricidad. Para lograr una buena ionización se añaden al
revestimiento del electrodo productos químicos consistentes en sales de sodio,
potasio y bario, los cuales tienen una tensión de ionización baja y un poder
termoiónico elevado.
Función física del recubrimiento
Forman humos más
densos que el aire, para proteger a la pileta de contaminación de los gases
atmosféricos circundantes del medio ambiente. Y sirven de sustentación del
metal fundido en soldaduras verticales o sobre cabeza.
Función metalúrgica de los recubrimientos
Además de las
funciones de estabilizar y facilitar el funcionamiento eléctrico del arco y de
contribuir físicamente a la mejor formación del cordón, el recubrimiento tiene
una importancia decisiva en la calidad de la soldadura.
Tipos de soldadura
Se distinguen los
siguientes procesos de soldadura basados en el principio del arco eléctrico:
Soldadura por arco con electrodo de metal revestido
(SMAW)[
Artículo principal: Soldadura manual de metal
por arco
Electrodos
revestidos.
se distingue la
soldadura por ser mas (de Shielded
Metal Arc Welding), o MMA (de Manual Metal Arc welding). La característica más importante de la
soldadura con electrodos revestidos, es que el arco eléctrico se produce entre
la pieza y un electrodo metálico recubierto. El recubrimiento protege el
interior del electrodo hasta el momento de la fusión. Con el calor del arco, el
extremo del electrodo se funde y se quema el recubrimiento, de modo que se
obtiene la atmósfera adecuada para que se produzca la transferencia de metal
fundido desde el núcleo del electrodo hasta el baño de fusión en el material
base.
Estas gotas de
metal fundido caen recubiertas de escoria fundida procedente de la fusión del
recubrimiento del arco. La escoria flota en la superficie y forma, por encima
del cordón de soldadura, una capa protectora del metal fundido.
Como son los
propios electrodos los que aportan el flujo de metal fundido, será necesario
reponerlos cuando se desgasten. Los electrodos están compuestos de dos piezas:
el alma y el revestimiento.
El alma o varilla
es un alambre (de diámetro original 5,5 mm) que se suministra en rollos
continuos. Tras obtener el material, el fabricante lo decapa mecánicamente (a
fin de eliminar el óxido y aumentar la pureza) y posteriormente lo trefila para
reducir su diámetro.
El revestimiento
se produce mediante la combinación de una gran variedad de elementos (minerales
varios, celulosa, mármol, aleaciones, etc.) convenientemente seleccionados y
probados por los fabricantes, que mantienen el proceso, cantidades y
dosificaciones en riguroso secreto.
La composición y
clasificación de cada tipo de electrodo está regulada por AWS (American
Welding Society), organismo de referencia mundial en el ámbito de la
soldadura.
Este tipo de
soldadura puede ser efectuada bajo corriente tanto continua como alterna. En
corriente continua el arco es más estable y fácil de encender, y las
salpicaduras son poco frecuentes; en cambio, el método es poco eficaz con
soldaduras de piezas gruesas. La corriente alterna posibilita el uso de
electrodos de mayor diámetro, con lo que el rendimiento a mayor escala también
aumenta. En cualquier caso, las intensidades de corriente oscilan entre 10 y
500 amperios.
El factor
principal que hace de este proceso de soldadura un método tan útil es su
simplicidad y, por tanto, su bajo precio. A pesar de la gran variedad de
procesos de soldadura disponibles, la soldadura con electrodo revestido no ha
sido desplazada del mercado. La sencillez hace de ella un procedimiento
práctico; todo lo que necesita un soldador para trabajar es una fuente de
alimentación, cables, un portaelectrodo y electrodos. El soldador no tiene que
estar junto a la fuente y no hay necesidad de utilizar gases comprimidos como
protección. El procedimiento es excelente para trabajos de reparación, fabricación
y construcción. Además, la soldadura SMAW es muy versátil. Su campo de
aplicaciones es enorme: casi todos los trabajos de pequeña y mediana soldadura
de taller se efectúan con electrodo revestido; se puede soldar metal de casi
cualquier espesor y se pueden hacer uniones de cualquier tipo.
Sin embargo, el
procedimiento de soldadura con electrodo revestido no se presta para su
automatización o semiautomatización; su aplicación es esencialmente manual. La
longitud de los electrodos es relativamente corta: de 230 a 700 mm. Por tanto,
es un proceso principalmente para soldadura a pequeña escala. El soldador tiene
que interrumpir el trabajo a intervalos regulares para cambiar el electrodo y
debe limpiar el punto de inicio antes de empezar a usar un electrodo nuevo. Sin
embargo, aun con todo este tiempo muerto y de preparación, un soldador
eficiente puede ser muy productivo.
Ventajas:
·
Las máquinas del proceso de soldadura SMAW tiene un
bajo costo respecto a las máquinas de los otros procesos con arco eléctrico.
·
Se puede aplicar a la gran mayoría de los metales,.
·
Bajo costo en el valor de los insumos ya que no
necesita gases o electrodos especiales.
Desventajas:
·
Menor calidad de las juntas soldadas respecto a los
otros procesos de soldadura con arco eléctrico.
·
Baja productividad por cambio de electrodos.
Características de los electrodos
Los electrodos se
clasifican por un sistema combinado de números que lo identifican, y permite
seleccionar el tipo de electrodo más adecuado, para un trabajo determinado.
E XX XX
La combinación de
números permite identificar:
a. El tipo de
corriente que se debe usar (corriente continua “cc”/ corriente alterna “ca”)
b. La Posición de
soldadura que se puede realizar (Sobre cabeza, Vertical, Horizontal).
c. Resistencia a
la tracción de la soldadura.
El prefijo “E”
significa “electrodo para soldadura eléctrica por arco”.
Los dos primeros
dígitos, de un total de cuatro, indican la resistencia a la tracción, en miles
de libras por pulgada cuadrada.
El tercer dígito
indica
1. Todas
posiciones.
2. Juntas en
ángulo interior, en posición horizontal o plana.
3. Posición plana
únicamente.
Los dos últimos
dígitos en conjunto indican la clase de corriente a usar y la clase de
revestimiento.
10 - C C (+)
revestimiento celulósico.
11 - C C (+)
revestimiento celulósico.
12 - CC o CA (-)
revestimiento con rutilo.
13 - C A o C C
(±), revestimiento con rutilo y hierro en polvo (30 % aproximadamente).
16 - C C (+) bajo
tenor, de hidrógeno.
18 - CC o CA (±)
revestimiento con bajo contenido de hidrógeno y con hierro en polvo.
20 - CC o CA (±)
revestimiento con bajo contenido de hidrógeno y con hierro en polvo (25 %
aproximadamente).
24 - CA o CC (±)
con rutilo y hierro en polvo (aproximadamente 50 % de este último
elemento).
Ejemplo
E – 6013
Electrodo, con una
resistencia de 60000 Lb por pulgada cuadrada, para todas las posiciones, para
CC o CA y tiene un recubrimiento de rutilo con Fe en polvo.
Soldadura por electrodo no consumible protegido
(TIG)
Artículo principal: Soldadura TIG
La soldadura por
electrodo no consumible, también llamada soldadura TIG (siglas de Tungsten Inert Gas),
se caracteriza por el empleo de un electrodo permanente que normalmente, como
indica el nombre, es de wolframio (tungsteno). En este tipo
de soldadura se utiliza como medio de protección un chorro de gas que impide la
contaminación de la junta. Tanto este como el siguiente proceso de soldeo
tienen en común la protección del electrodo por medio de dicho gas. La producción
de este tipo de electrodos es muy costosa. En la actualidad existen materiales
que lo reemplazan. Además de reducir los costos, poseen características
térmicas que mejoran el proceso.
Este método de
soldadura se patentó en 1920 pero no se empezó a utilizar de manera
generalizada hasta 1940, dado su coste y complejidad técnica.
A diferencia de
las soldaduras de electrodo consumible, en este caso el metal que formará el
cordón de soldadura debe ser añadido externamente, a no ser que las piezas a
soldar sean específicamente delgadas y no sea necesario. El metal de aportación
debe ser de la misma composición o similar que el metal base; incluso, en
algunos casos, puede utilizarse satisfactoriamente como material de aportación
una tira obtenida de las propias chapas a soldar.
La inyección del
gas a la zona de soldeo se consigue mediante una canalización que llega
directamente a la punta del electrodo, rodeándolo. Dada la elevada resistencia
a la temperatura del wolframio (tungsteno), que funde a 3410 °C, acompañada
de la protección del gas, la punta del electrodo apenas se desgasta tras un uso
prolongado. Es conveniente, eso sí, repasar la terminación en punta, ya que una
geometría poco adecuada perjudicaría en gran medida la calidad del soldado.
Respecto al gas, los más utilizados son el argón, el helio y mezclas de ambos. El helio, gas noble inerte (de ahí el nombre de soldadura por gas
inerte), es más usado en los Estados Unidos, dado que allí se obtiene de forma
económica en yacimientos de gas natural. Este gas deja un cordón de soldadura
más achatado y menos profundo que el argón. Este último, más utilizado en Europa por su bajo precio en comparación con el helio,
deja un cordón más triangular y que se infiltra en la soldadura. Una mezcla de
ambos gases proporcionará un cordón de soldadura con características
intermedias.
La soldadura TIG
se trabaja con corrientes continua y alterna. En corriente continua y polaridad
directa, las intensidades de corriente son del orden de 50 a 500 amperios. Con
esta polarización se consigue mayor penetración y un aumento en la duración del
electrodo. Con polarización inversa, el baño de fusión es mayor pero hay menor
penetración; las intensidades oscilan entre 5 y 60 A. La corriente alterna
combina las ventajas de las dos anteriores, pero en contra da un arco poco
estable y difícil de cebar.
La gran ventaja de
este método de soldadura es, básicamente, la obtención de cordones más
resistentes, más dúctiles y menos sensibles a la corrosión que en el resto de procedimientos, ya que el
gas protector impide el contacto entre la atmósfera y el baño de fusión.
Además, dicho gas simplifica notablemente el soldeo de metales no ferrosos, por
no requerir el empleo de desoxidantes, con las deformaciones o inclusiones de
escoria que pueden implicar. Otra ventaja de la soldadura por arco con
protección gaseosa es que permite obtener soldaduras limpias y uniformes debido
a la escasez de humos y proyecciones; la movilidad del gas que rodea al arco
transparente permite al soldador ver claramente lo que está haciendo en todo
momento, lo que repercute favorablemente en la calidad de la soldadura. El
cordón obtenido es por tanto de un buen acabado superficial, que puede
mejorarse con sencillas operaciones de acabado, lo que incide favorablemente en
los costes de producción. Además, la deformación que se produce en las
inmediaciones del cordón de soldadura es menor.
Como
inconvenientes está la necesidad de proporcionar un flujo continuo de gas, con
la subsiguiente instalación de tuberías, bombonas, etc., y el encarecimiento
que supone. Además, este método de soldadura requiere una mano de obra muy
especializada, lo que también aumenta los costes. Por tanto, no es uno de los
métodos más utilizados, sino que se reserva para uniones con necesidades
especiales de acabado superficial y precisión.
Soldadura por electrodo consumible protegido
(MIG/MAG)
Artículo principal: Soldadura MIG/MAG
Este método
resulta similar al anterior, con la salvedad de que en los dos tipos de
soldadura por electrodo consumible protegido, MIG (Metal Inert Gas) y
MAG (Metal Active Gas), es este electrodo el alimento del cordón de
soldadura. El arco eléctrico está protegido, como en el caso anterior, por un
flujo continuo de gas que garantiza una unión limpia y en buenas condiciones.
En la soldadura
MIG, como su nombre indica, el gas es inerte; no participa en modo alguno en la
reacción de soldadura. Su función es proteger la zona crítica de la soldadura
de oxidaciones e impurezas exteriores. Se emplean usualmente los mismos gases
que en el caso de electrodo no consumible: argón, menos frecuentemente helio, y
mezcla de ambos.
En la soldadura
MAG, en cambio, el gas utilizado participa de forma activa en la soldadura. Su
zona de influencia puede ser oxidante o reductora, ya se utilicen gases como
el dióxido de carbono o
el argón mezclado con oxígeno. El problema de usar CO2 en
la soldadura es que la unión resultante, debido al oxígeno liberado, resulta
muy porosa. Además, sólo se puede usar para soldar acero, por lo que su uso
queda restringido a las ocasiones en las que es necesario soldar grandes
cantidades de material y en las que la porosidad resultante no es un problema a
tener en cuenta.
El uso de los
métodos de soldadura MIG y MAG es cada vez más frecuente en el sector
industrial. En la actualidad, es uno de los métodos más utilizados en Europa
occidental, Estados Unidos y Japón en soldaduras de fábrica. Ello se debe,
entre otras cosas, a su elevada productividad y a la facilidad de
automatización, lo que le ha valido abrirse un hueco en la industria
automovilística. La flexibilidad es la característica más sobresaliente del
método MIG / MAG, ya que permite soldar aceros de baja aleación, aceros
inoxidables, aluminio y cobre, en espesores a partir de los 0,5 mm y en todas
las posiciones. La protección por gas garantiza un cordón de soldadura continuo
y uniforme, además de libre de impurezas y escorias. Además, la soldadura MIG /
MAG es un método limpio y compatible con todas las medidas de protección para
el medio ambiente.
En contra, su
mayor problema es la necesidad de aporte tanto de gas como de electrodo, lo que
multiplica las posibilidades de fallo del aparato, además del lógico
encarecimiento del proceso.
La soldadura
MIG/MAG es intrínsecamente más productiva que la soldadura MMA, donde se pierde
productividad cada vez que se produce una parada para reponer el electrodo
consumido. Las pérdidas materiales también se producen con la soldadura MMA,
cuando la parte última del electrodo es desechada. Por cada kilogramo de
electrodo revestido comprado, alrededor del 65% forma parte del material
depositado (el resto es desechado). La utilización de hilos sólidos e hilos
tubulares ha aumentado esta eficiencia hasta el 80-95%. La soldadura MIG/MAG es
un proceso versátil, pudiendo depositar el metal a una gran velocidad y en
todas las posiciones. El procedimiento es muy utilizado en espesores delgados y
medios, en fabricaciones de acero y estructuras de aleaciones de aluminio,
especialmente donde se requiere un gran porcentaje de trabajo manual. La
introducción de hilos tubulares está encontrando cada vez más, su aplicación en
los espesores fuertes que se dan en estructuras de acero pesadas.
Soldadura por arco sumergido (SAW)
La soldadura por
arco sumergido (SAW Submerged Arc
Welding) es un proceso de soldadura
por arco. Originalmente desarrollado por la Linde - Union Carbide Company. Requiere una alimentación de
electrodo consumible continua, ya sea sólido o tubular (fundente). La zona fundida y la zona del arco están protegidos
de la contaminación atmosférica por estar "sumergida" bajo un manto
de flujo granular compuesto de óxido de calcio, dióxido de silicio, óxido
de manganeso, fluoruro de calcio y
otros compuestos. En estado líquido, el flux se vuelve conductor, y proporciona
una trayectoria de corriente entre el electrodo y la pieza. Esta capa gruesa de
flux cubre completamente el metal fundido evitando así salpicaduras y chispas,
así como la disminución de la intensa radiación ultravioleta y de la emisión
humos, que son muy comunes en la soldadura manual de metal por
arco revestido (SMAW).
La SAW puede
operarse tanto en modo automático como mecanizado, aunque también existe la SAW
semi-automática de pistola (portátil) con emisión de flujo de alimentación a
presión o por gravedad.
El proceso
normalmente se limita a las posiciones de soldadura plana u horizontal (a pesar
de que las soldaduras en posición horizontal se hacen con una estructura
especial para depositar el flujo). Los índices de depósito se aproximan a 45
kg/h comparado con aproximadamente 5 kg/h (máximo) para la soldadura manual de metal por
arco revestido (SMAW). Aunque el rango de intensidades usadas
normalmente van desde 300 a 2000 A,1 también se utilizan corrientes de hasta 5000 A (arcos
múltiples).
Ya sea simple o
múltiple (2 a 5) existen variaciones del alambre del electrodo en el proceso.
La SAW utiliza un revestimiento en el electrodo de cinta plana (p. e. 60 mm de
ancho x 0,5 mm de espesor). Se puede utilizar energía CC o CA, aunque la
utilización de combinaciones entre ambas son muy comunes en los sistemas de
electrodos múltiples. Las fuentes de alimentación más utilizadas son las de
voltaje constante, aunque los sistemas actuales disponen de una combinación de
tensiones constantes con un detector de tensión en el cable alimentador.

Electrodo
El material de
relleno para la SAW generalmente es un alambre estándar, así como otras formas
especiales. Este alambre tiene normalmente un espesor de entre 1,6 mm y 6 mm.
En ciertas circunstancias, se pueden utilizar un alambre trenzado para dar al
arco un movimiento oscilante. Esto ayuda a fundir la punta de la soldadura al
metal base.
Las variables clave del proceso SAW
·
Velocidad de alimentación (principal factor en el
control de corriente de soldadura).
·
Arco de tensión.
·
Velocidad de desplazamiento.
·
Distancia del electrodo o contacto con la punta de
trabajo.
·
Polaridad y el tipo de corriente (CA o CC) y
balance variable de la corriente CA.
Aplicaciones de materiales
·
Aceros al carbono (estructural y la construcción de
barcos).
·
Aceros de baja aleación.
·
Aceros inoxidables.
·
Aleaciones de base níquel
·
Aplicaciones de superficie (frente al desgaste, la
acumulación, superposición y resistente a la corrosión de los aceros)
Ventajas
·
Índices de deposición elevado (más 45 kg/h).
·
Factores de funcionamiento en las aplicaciones de
mecanizado.
·
Penetración de la soldadura.
·
Se realizan fácilmente soldaduras robustas (con un
buen proceso de diseño y control)
·
Profundidad.
·
Soldaduras de alta velocidad en chapas finas de
acero de hasta 5 m/min.
·
La luz ultravioleta y el humo emitidos son mínimos comparados
con el proceso de soldadura manual de metal por
arco revestido (SMAW).
·
Prácticamente no es necesaria una preparación
previa de los bordes.
·
El proceso es adecuado para trabajos de interior o
al aire libre.
·
Distorsión mucho menor.
·
Las soldaduras realizadas son robustas, uniformes,
resistentes a la ductilidad y a la corrosión y tienen muy buen valor frente a
impacto.
·
El arco siempre está cubierto bajo un manto de
flux, por lo tanto no hay posibilidad de salpicaduras de soldadura.
Limitaciones
·
Limitado a materiales férreos (acero o acero
inoxidable) y algunas aleaciones de base níquel.
·
Normalmente limitada a las posiciones 1F, 1G, y 2F.
·
Por lo general se limitan a cordones largos rectos,
tubos de rotatorios o barcos.
·
Requiere relativas molestias en el manejo del
flujo.
·
Los fluxes y la escoria puede presentar un problema
para la salud y la seguridad.
·
Requiere eliminar la escoria, entre la pre y la
post operación.
Seguridad
Según la NASD (National
Ag Safety Database), las medidas de seguridad necesarias para trabajar con
soldadura con arco son las siguientes.
Recomendaciones generales sobre soldadura con arco
Antes de empezar
cualquier operación de soldadura de arco, se debe hacer una inspección completa
del soldador y de la zona donde se va a usar. Todos los objetos susceptibles de
arder deben ser retirados del área de trabajo, y debe haber un extintor apropiado
de Polvo Químico Seco o de CO2 a la mano, no sin antes recordar que en
ocasiones puede tener manguera de espuma mecánica.
Los interruptores
de las máquinas necesarias para el soldeo deben poderse desconectar rápida y
fácilmente. La alimentación estará desconectada siempre que no se esté
soldando, y contará con una toma de tierra. Se debe contar con disyuntor
diferencial que cubra la instalación eléctrica que alimenta el equipo de
soldadura.
Los porta
electrodos no deben usarse si tienen los cables sueltos y las tenazas o los
aislantes dañados. No debe haber puntos de falso contacto (o contacto
deficiente), para evitar zonas de calentamiento o saltos de arco.
La operación de
soldadura deberá llevarse a cabo en un lugar bien ventilado. El techo del lugar
donde se suelde tendrá que ser alto o disponer de un sistema de ventilación
adecuado.

Equipos de protección individual
La radiación de un
arco eléctrico es enormemente perjudicial para la retina y puede producir cataratas, pérdida parcial de visión, o incluso ceguera. Los
ojos y la cara del soldador deben estar protegidos con un casco de soldar
homologado equipado con un visor filtrante de grado apropiado. Los filtros de
máscaras de soldar deben cumplir con la normativa UNE EN 175 "Protección
Individual del ojo. Protectores faciales y oculares para técnicas de soldadura
y afines".
La ropa apropiada
para trabajar con soldadura por arco debe ser holgada y cómoda, resistente a la
temperatura y al fuego. Debe estar en buenas condiciones, sin agujeros ni
remiendos y limpia de grasas y aceites. Las camisas deben tener mangas largas,
y los pantalones deben ser largos, acompañados con zapatos o botas aislantes
que cubran. Se recomienda ropa de cuero tipo descarne y guantes de mangas
largas para evitar las quemaduras por gotas de metal fundido.
Deben evitarse por
encima de todo las descargas eléctricas, que pueden ser mortales. Para ello, el
equipo deberá estar convenientemente aislado (cables, tenazas, porta electrodos
deben ir recubiertos de aislante), así como seco y libre de grasas y aceite.
Los cables de soldadura deben permanecer alejados de los cables eléctricos, y
el soldador separado del suelo; bien mediante un tapete de caucho, madera seca
o mediante cualquier otro aislante eléctrico. Los electrodos nunca deben ser
cambiados con las manos descubiertas o mojadas o con guantes mojados.



Comentarios
Publicar un comentario